|
Les outils
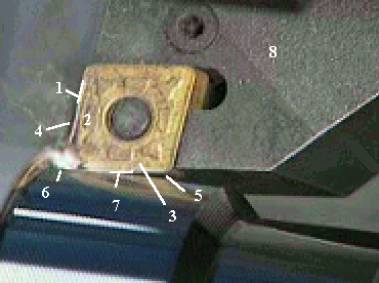
C'est la face sur laquelle glisse le copeau. On l'appelle Ag (g: lire gamma)
C'est la surface sur laquelle frotte la matière restant sur la pièce après arrachement du copeau. On l'appelle Aa (a: lire alpha)
Alpha (ai) : angle de dépouille. C'est l'angle qui évite que l'outil ne talonne (touche) les faces usinées. Il est mesuré entre Ps et Aa dans le plan de projection Po, Po (plan orthogonal) étant le plan dans lequel on mesure l'angle ou Pn (plan normal). Bêta (ßi) : angle de taillant. C'est l'angle défini par les limites de la matière, donc entre Aa et Ag en projection sur Pi. Gamma ( gi) : angle de coupe. C'est l'angle qui donne l'acuité de l'outil. Il est mesuré entre Pr et Ag dans le plan de projection Pi. Plus l'angle est faible plus l'outil coupe, mais plus il est fragile, donc un compromis est nécessaire à ce niveau. C'est l'angle le plus important de la coupe. remarque : pour une coupe positive, la somme de ces trois angles est égale à 90°. Pour une coupe négative la somme de la valeur absolue de ces trois angles est supérieure à 90°. Kappa ( k r) : angle de direction d'arête. Il est mesuré entre Ps et Pf dans Pr. Phi ( y r) : angle complémentaire de direction d'arête. Il est mesuré entre Ps et Pp dans Pr. remarque : la somme de ces deux angles est égale dans tous les cas à 90°. Kappa prime ( k r') : angle de direction d'arête secondaire. Il est mesuré entre Ps' et Pf dans Pr. Lambda ( l s) : angle d'inclinaison d'arête. Il est mesuré entre l'arête de coupe s et Pr dans Ps. Epsilon ( e r) : angle de bec (bec de l'outil). Il est mesuré entre l'arête de coupe principale s et l'arête de coupe secondaire s' dans Pr. remarque : ces angles sont normalisés et projetés suivant des plans. L'indice de l'angle correspond au plan dans lequel il est projeté. Ces angles existent pour tous les outils.
Les aciers rapides : (pour acier à coupe rapide) Les aciers rapides sont apparus vers 1890 et sont dus aux travaux des Américains Taylor et White. Ce sont des aciers fortement alliés. Les métaux d'addition sont, le tungstène (W), le molybdène (D), le vanadium (V), le cobalt (K) et le chrome (C). Le pourcentage de carbone quant à lui varie de 0.8 à 1.75%.
Les carbures : ils sont apparus en 1926, et n'ont cessé d'être améliorés. Ils font partie maintenant de l'outillage couramment employé en mécanique pour la coupe des métaux. C'est un mélange de poudre de carbure de fer frittées, souvent revêtu d'alliage de grande dureté, pour faciliter le glissement du copeau sur l'outil et l'évacuation de la chaleur. L'épaisseur de ces couches varie de 4 à 10 microns.
Les céramiques : les premières céramiques de coupe en oxyde d'aluminium sont apparues vers 1920 en Allemagne, mais sans connaître de grand succès. C'est surtout au cours de la deuxième guerre mondiale que les travaux sur les céramiques ont débouché sur des réalisations concrètes. Malheureusement ces outils étaient très fragiles et surtout on ne disposait pas à l'époque de machines assez puissantes et rapides pour les utiliser pleinement. La maîtrise de la microstructure des céramiques a permis des progrès considérables. Le nom de céramique vient de la structure de ces matériaux qui ressemble à une structure hexagonale du type porcelaine. Les céramiques permettent des vitesses de coupe quatre fois plus élevées que les carbures et conservent leur dureté à plus haute température (jusqu'à 1000°C). Il existe deux types de céramique : - La céramique blanche (aussi appelée céramique pure), c'est de l'oxyde d'aluminium plus quelques additifs. Les plaquettes sont obtenues par pressage à froid (on dit aussi pastillage) suivi d'un frittage. - La céramique noire (également appelée céramique mixte ou cermet), c'est un mélange d'oxyde d'aluminium (¸ 70 %) et de carbure de titane (¸ 30 %). Elle est obtenue par frittage sous pression. Ces deux types de céramiques se présentent en plaquettes de différentes formes (comme les carbures). Le diamant : C'est en 1966 que le Docteur Tracy Hall, chercheur dans la firme Mégadiamond Corporation aux U.S.A fabriqua pour la première fois un diamant polycristallin fritté. Le diamant est le matériau le plus dur mais aussi le plus cher, mais il est quand même nettement moins cher que le diamant monocristallin. Il possède une résistance à l'usure que les autres matériaux d'outils n'ont pas, en particulier pour les matières fortement abrasives. Néanmoins, le diamant polycristallin ne peut supporter des températures supérieures à 850°C, aussi il ne pourra pas être utilisé pour usiner des aciers ou des fontes. L'élaboration du diamant polycristallin est la suivante : la poudre, préalablement préparée, est placée dans une matrice de la forme désirée. Cette matrice est ensuite placée dans une presse dont la pression est de l'ordre de un million de bars. Simultanément, on chauffe électriquement la poudre de diamant à la température de frittage de l'ordre de 2100°C. Ensuite on refroidit ce comprimé toujours sous pression. |